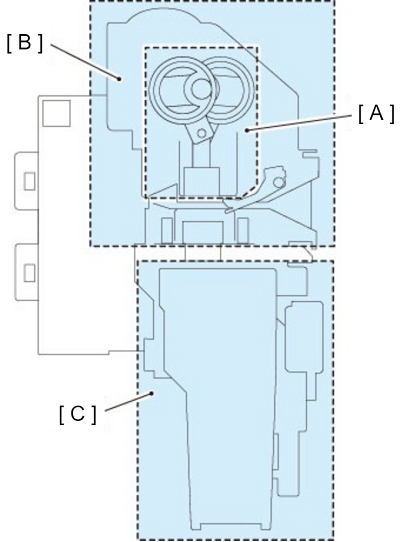
打孔机构
打孔机构大致有三个组成部分:“打孔部分”、“打孔滑动部分”和“打孔废屑堆积部分”。
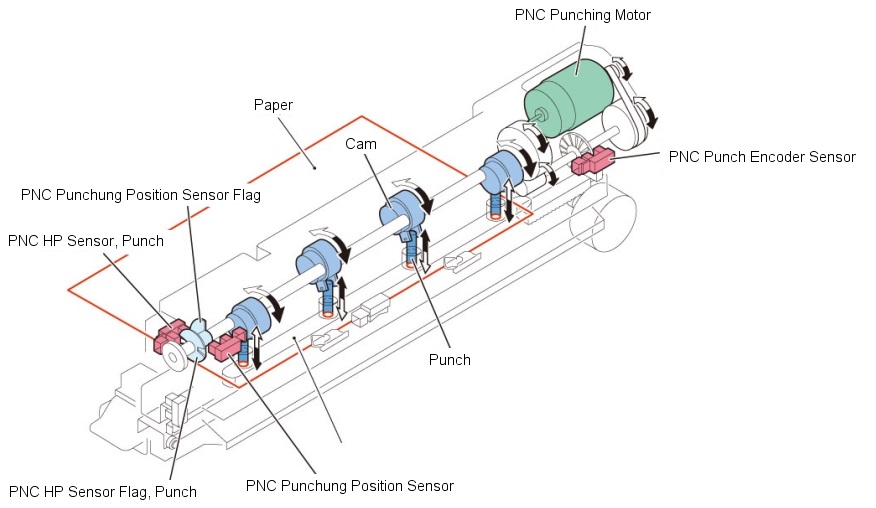
打孔操作控制
打孔操作是按照打孔单元指定的孔数在纸张上进行打孔的操作。
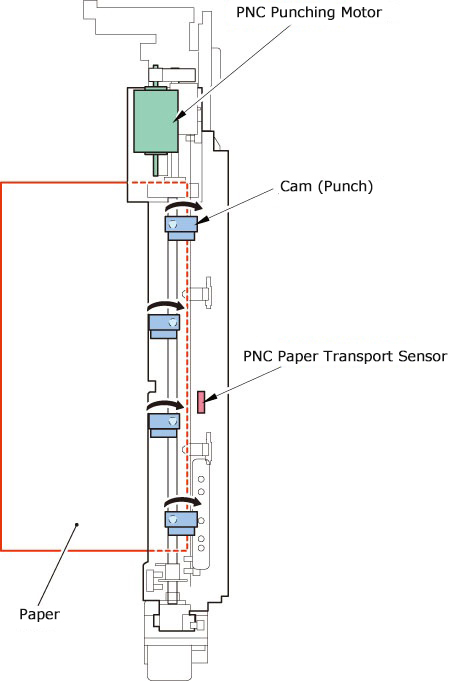
打孔单元由凸轮通过PNC打孔电机进行驱动。PNC HP传感器、打孔单元和PNC打孔位置传感器检测原位。
执行打孔操作时,PNC打孔电机驱动凸轮旋转,带动打孔单元上下运动,然后在纸张上打孔。
PNC HP传感器、打孔单元和PNC打孔位置传感器联合检测打孔位置。下图是传感器和凸轮位置组合的示例。
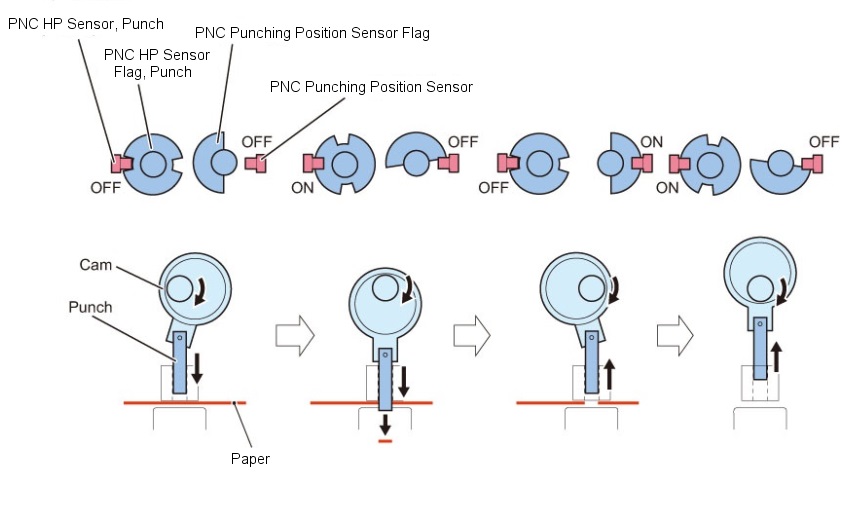
以下为传感器与打孔位置之间的关系。
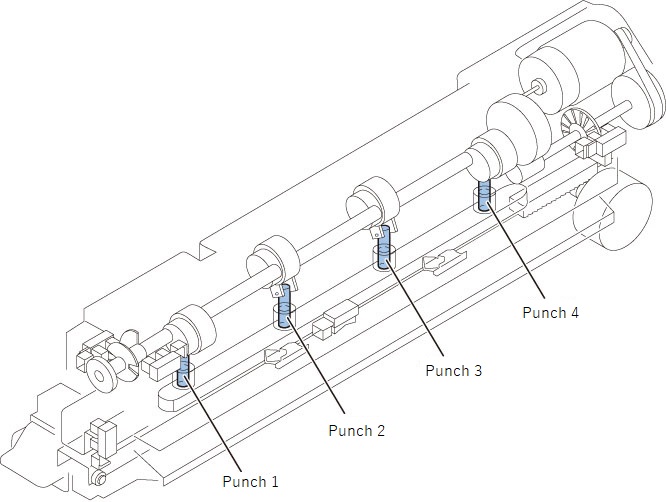
PNC HP传感器,打孔 | PNC打孔位置传感器 | 打孔1 | 打孔2 | 打孔3 | 打孔4 | 孔类型 |
|---|---|---|---|---|---|---|
关 | 关 | - | - | - | - | - |
开 | 关 | 下降(钻孔) | 上升 | 上升 | 下降(钻孔) | 4孔 |
关 | 开 | - | - | - | - | - |
开 | 关 | 上升 | 下降(钻孔) | 下降(钻孔) | 上升 | 2孔/4孔 |
打孔滑动操作控制
根据纸张大小,通过在前/后方向驱动打孔滑动单元,执行打孔的滑动操作控制。
打孔滑动单元由PNC打孔CR驱动电机进行驱动。PNC HP传感器,打孔CR检测原位。
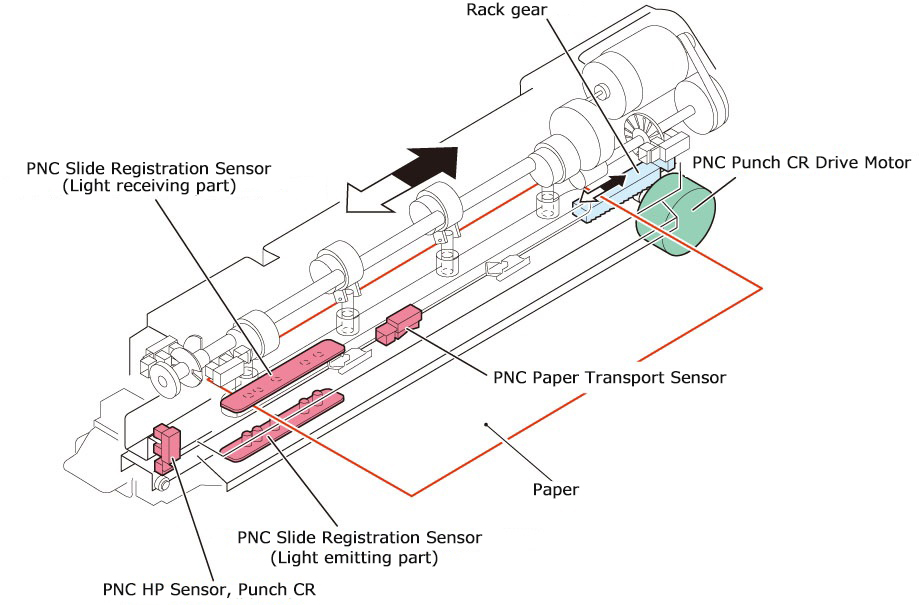
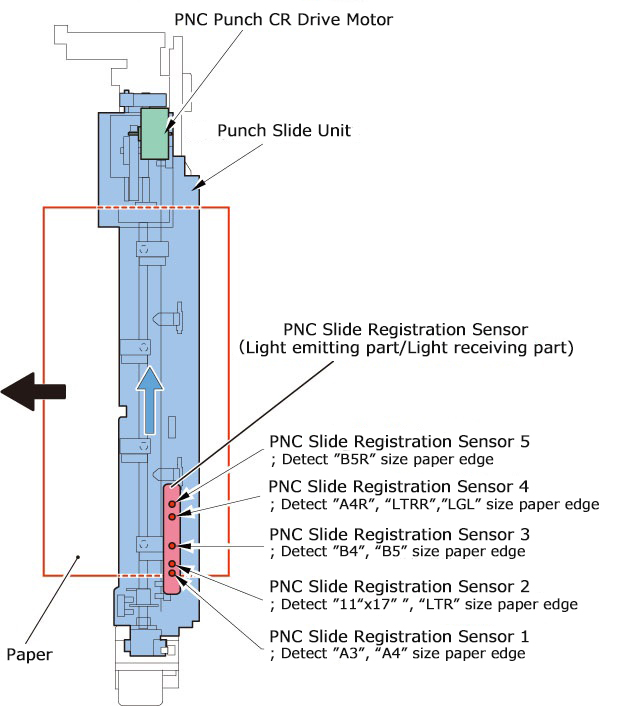
打孔滑动操作控制期间,打孔滑动单元利用PNC滑动对位传感器(发光部分/光接收部分)检测纸张的边缘,然后移到与纸张大小相匹配的位置。
下面将介绍打孔滑动操作控制的驱动。(在打孔模式下,每次传输纸张都重复1-4)
- 当PNC纸张传输传感器检测到传输自所连接设备的纸张时,PNC打孔CR驱动电机被驱动,打孔滑动单元开始移到后部。
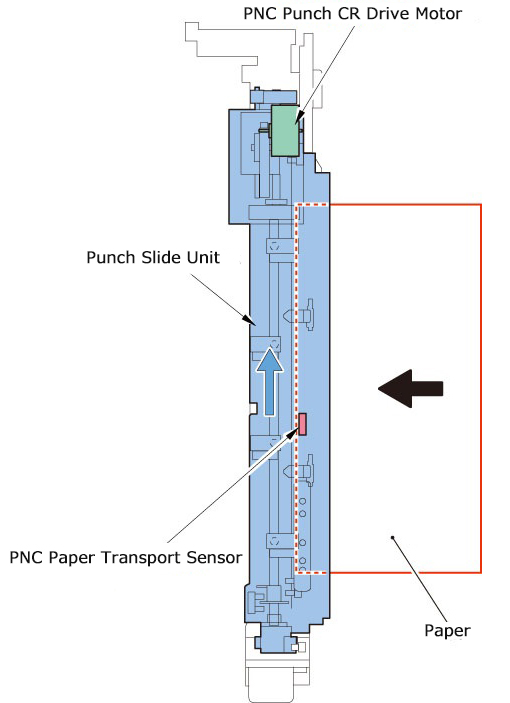
- 打孔滑动单元移到PNC滑动对位传感器根据来自主机的纸张大小信息对应的检测位置检测到纸张边缘的位置,然后停止。
- PNC纸张传输传感器检测到纸张边缘后,纸张按照预定量传输,PNC打孔电机被驱动以执行打孔操作。
- 打孔操作后,纸张传输到装订器的纸张传输单元,与此同时,打孔滑动单元移到原位。
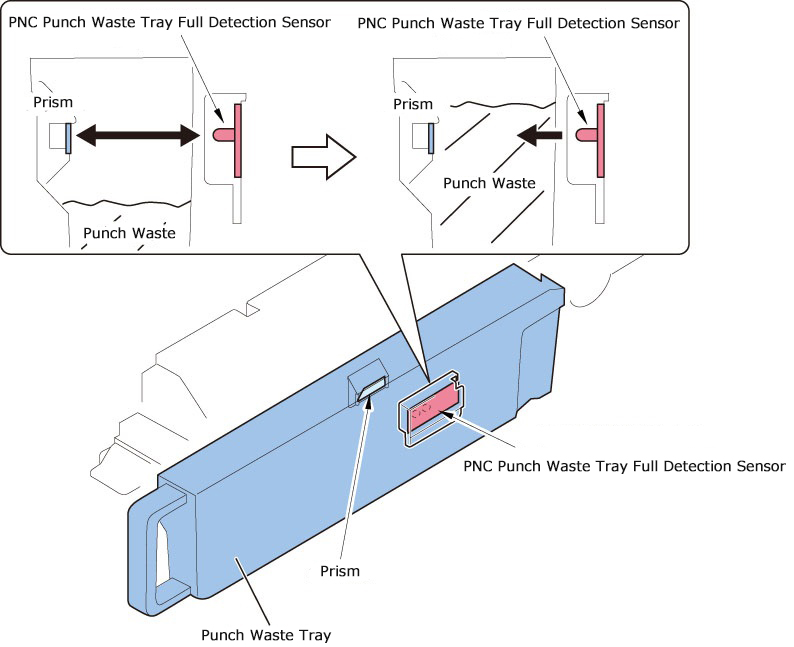
打孔废屑已满检测
打孔废屑已满检测由打孔废屑纸盒侧的PNC打孔废屑纸盒已满检测传感器和打孔废屑纸盒中的棱镜执行。
PNC打孔废屑纸盒已满检测传感器的发光部分的棱镜反射LED光,传感器的光接收部分检测反射光,以检测打孔废屑是否已满。
打孔操作期间,打孔废屑纸盒中堆积打孔废屑,打孔操作完成后,如果PNC打孔废屑纸盒已满检测传感器无法接收到LED光,则检测到打孔废屑已满。