完成搓纸辊,大容量进纸器的更换作业后
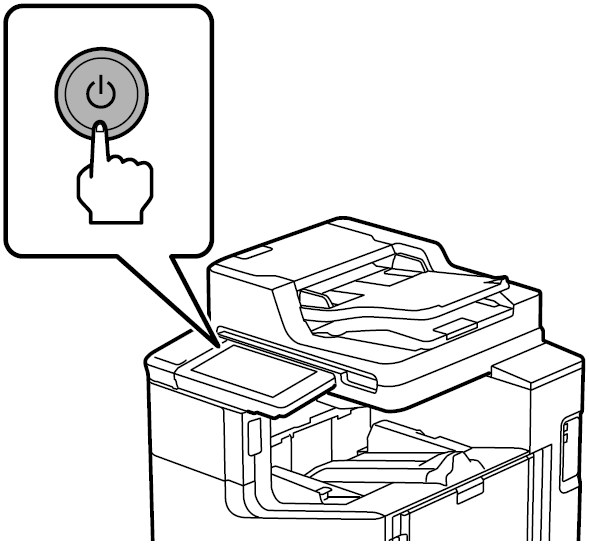
- 打开电源。
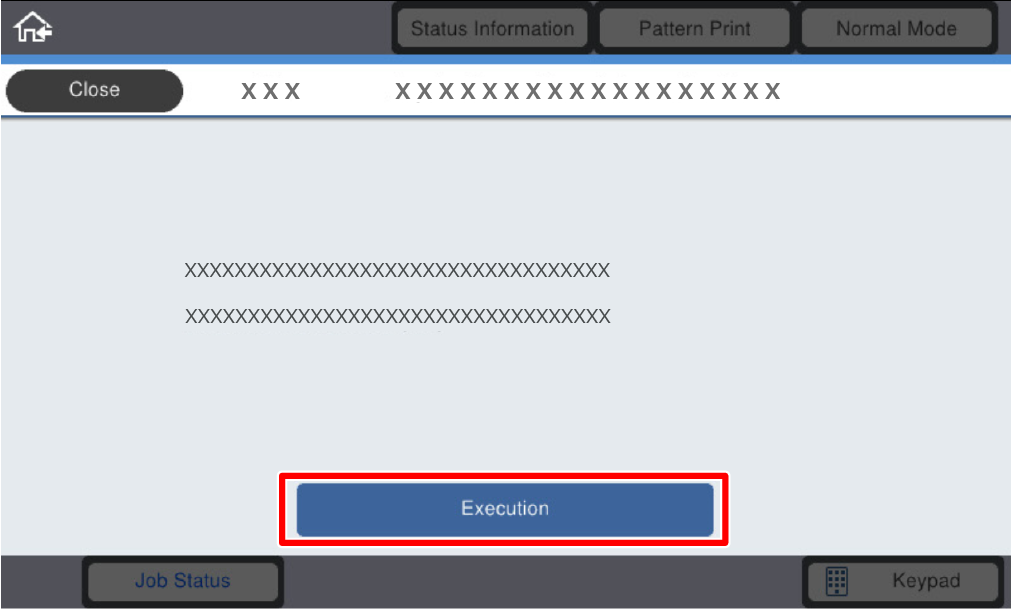
- 按下[Execution](执行)。
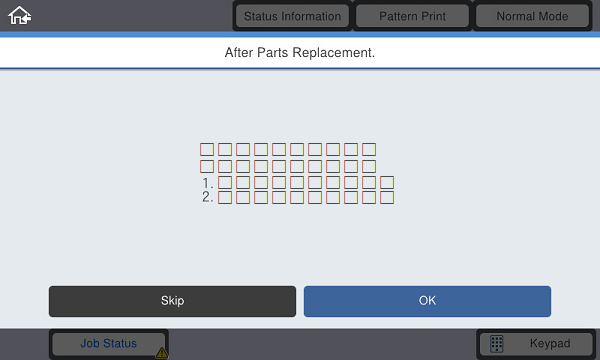
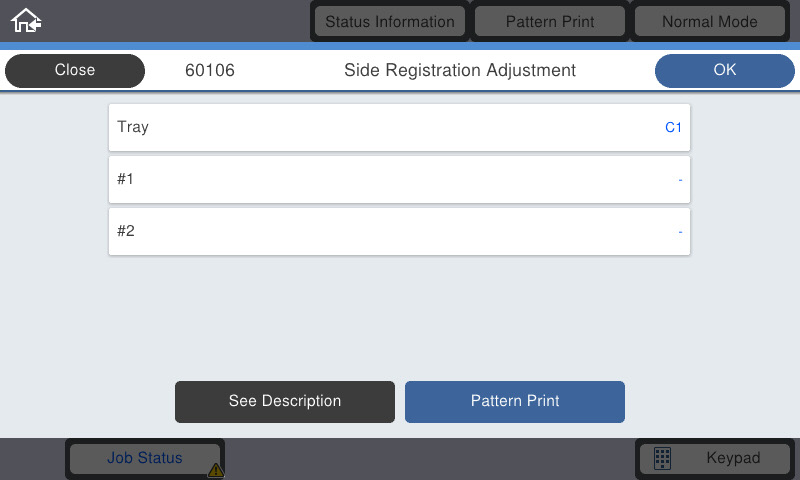
- 按[OK](确定)执行侧对位调整。
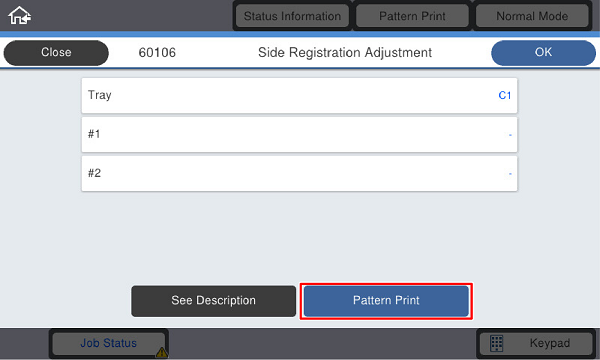
- 按[Pattern Print](图案打印)。
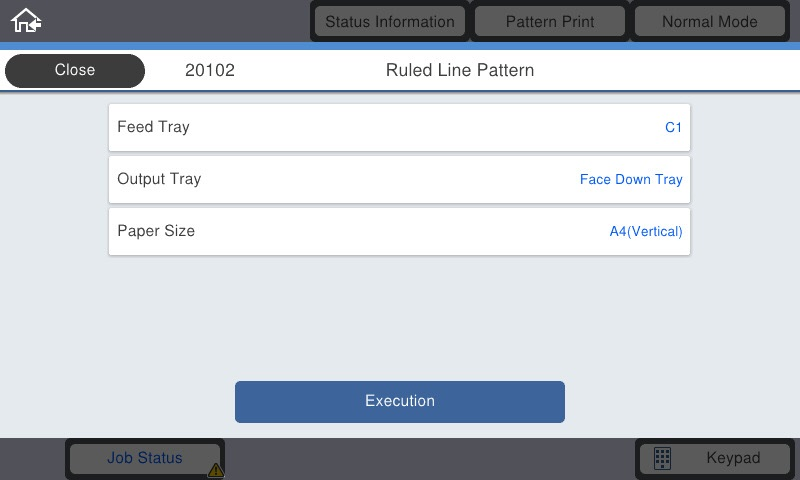
按下各设置项目按钮进行打印设置。
设置项目 选项 进纸托盘
C1、C2、C3、C4、手动进纸器、大容量进纸器
出纸托盘
面朝下出纸托盘
可用纸张大小
A4(垂直)、Letter(垂直)
将要调整的进纸器与进纸托盘相匹配,进行图案打印。
- 例如)执行手动进纸器的侧对位调整。按下[Feed Tray](进纸托盘),选择[MP Tray](手动进纸器)
- 按[Execution](执行)打印调整图案。
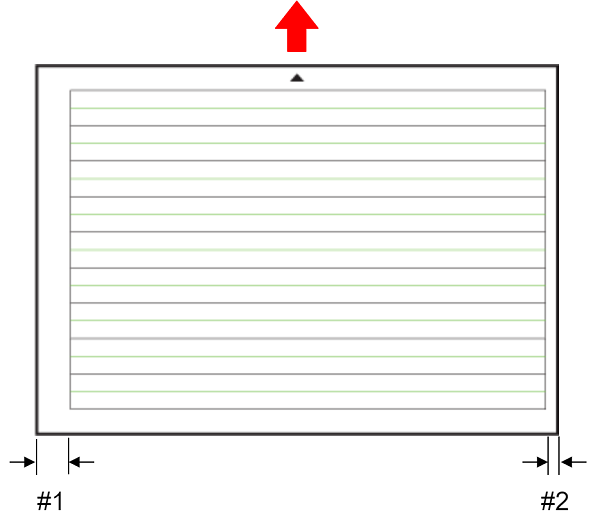
- 从调整图案缩放#1和#2的边距量,然后计算边距差距。
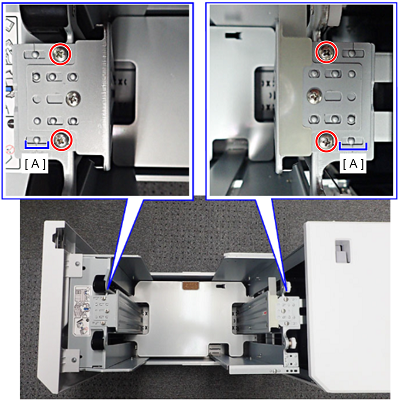
- 拉出大容量进纸器的纸盒。
- 在前金属板/后金属板的标记位置刻度的初始位置处进行标记。
- 松开前金属板上的2颗螺钉。
根据调整样张左右边距更改前侧金属板的固定位置,然后重新拧紧松开的2颗螺丝。
 Check Point / チェックポイント
Check Point / チェックポイント- 以调整标尺为基准更改纸导轨位置。
- 如果想要减少#1的边距:更改到产品的正面。
- 如果想要减少#2的边距:更改到产品的后面。
- 以调整标尺为基准更改纸导轨位置。
- 松开后金属板上的2颗螺钉。
将后金属板的宽度更改为与前金属板相同的宽度,然后重新拧紧松开的2颗螺丝。
 Caution / 注意
Caution / 注意- 如果前金属板和后金属板更改的宽度不同,则会导致卡纸。
- 如果更改的宽度未知,将金属板回复为步骤2中所标记的初始位置,并重复调整。
再次从服务支持模式输出调整图案,检查调整结果。
 Note / 補足
Note / 補足如果结果不令人满意,则重复硬件调整。
如果没有改进,请执行软件调整。
- 从调整图案缩放#1和#2的边距量。
测量点如下。
从纸张边缘到“#1标记”的距离
从纸张边缘到“#2标记”的距离
将测量值转换为面板输入值。(输入值=测量值 x 10)
例如) 测量值=7.5mm,输入值=75
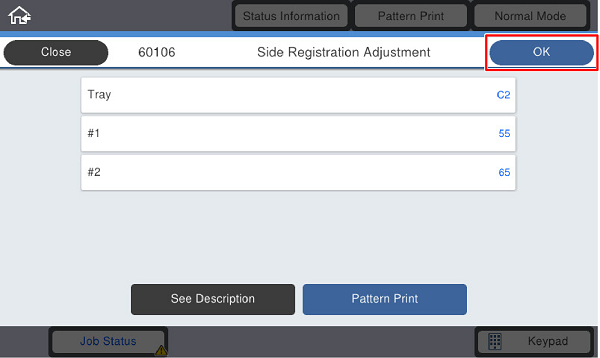
- 按[Tray](托盘)并选择要调整的进纸托盘。
- 按[#1]并输入输入值#1。
按[#2]并输入输入值#2。
- 按[OK](确定)以反映设置值。
 Check Point / チェックポイント
Check Point / チェックポイント如果在所有值已输入的情况下按[Pattern Print](图案打印),将会反映调整值并打印调整图案。
- 按[OK](确定)完成菜单。