6050203打孔倾斜调整(硬件)
调整打孔单元硬倾斜导致的打孔错位。
 Check Point / チェックポイント Check Point / チェックポイント |
|
- 启动服务支持模式。
- 选择[06 Individual Adjustment](06单独调整)。
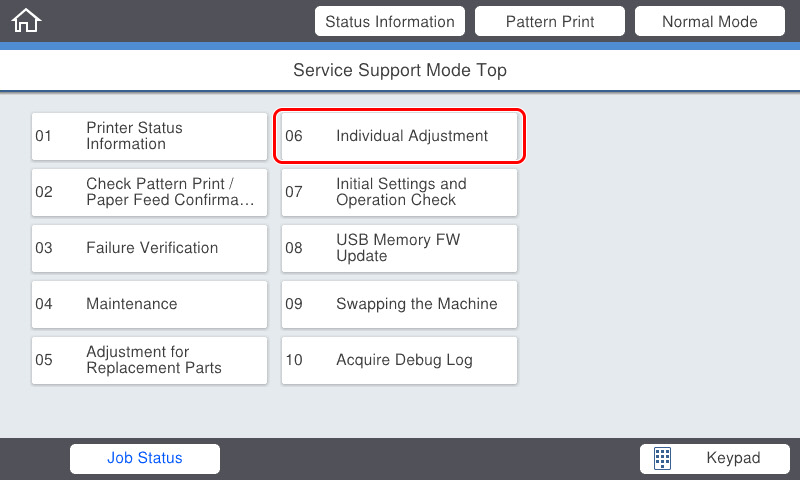
- 选择[Finisher](装订器)选项卡。
- 选择[6050203 Punch Inclination Adjustment (hardware)](6050203打孔倾斜调整(硬件))。
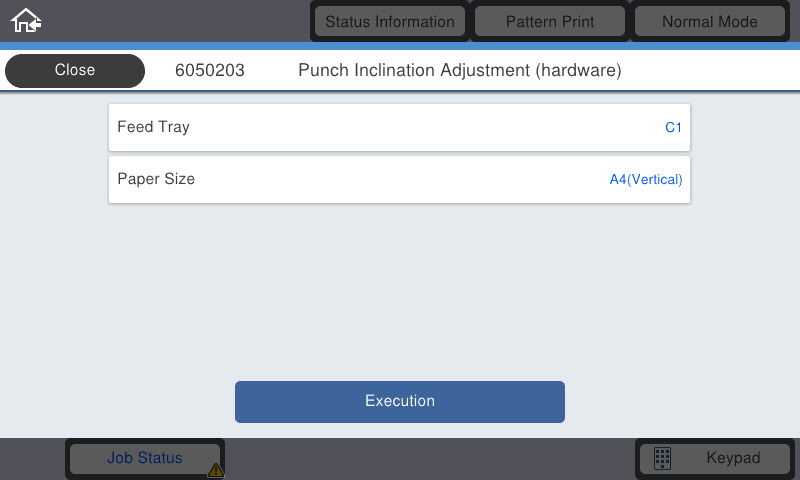
在调整样本打印设置画面上选择以下各设置项目,然后设置调整样本的打印设置。
设置项目和设置参数如下。
设置项目 选项 输入值 进纸托盘 C1、C2、C3、C4、手动进纸器、大容量进纸器 任意 可用纸张大小 A4(垂直)、Letter(垂直) 任意 - 按下[Execution](执行)输出调整样本。
检查调整样本并检查左右孔如何错位。(打孔单元的倾斜方向)
Check Point / チェックポイント- 如何检查调整样本
如下所示方向检查调整样本,确定右孔相对于左孔是向上还是向下。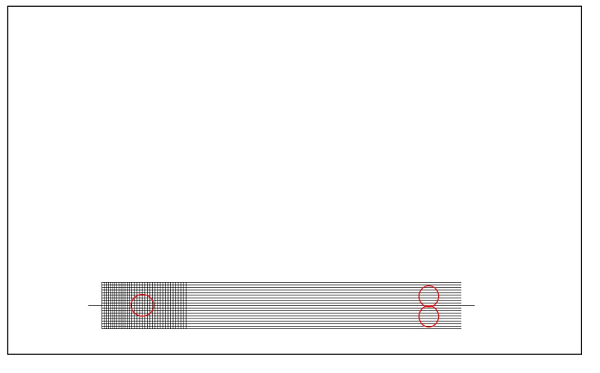
- 如何检查调整样本
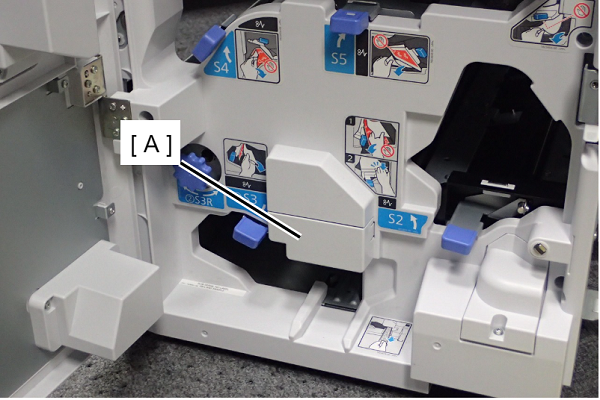
- 打开前盖组件。

- 拆下打孔盖的同时释放卡钩。
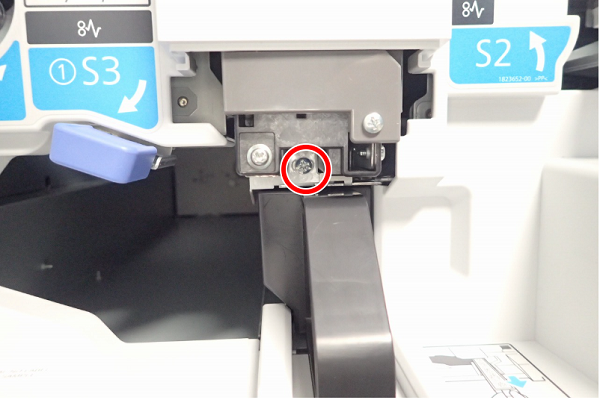
- 松开倾斜调整机构的固定螺丝。
- 基于确认结果,调整打孔单元的倾斜。
 Check Point / チェックポイント
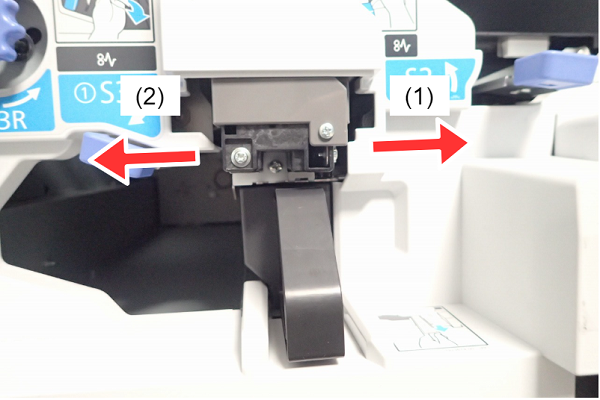
Check Point / チェックポイント- 确认结果与打孔单元的调整方向之间的关系如下。
- 如果右孔相对于调整样张的左孔处于较上的位置
 以(1)的方向滑动倾斜调整机构。
以(1)的方向滑动倾斜调整机构。 - 如果右孔相对于调整样张的左孔处于较下的位置以(2)的方向滑动倾斜调整机构。
- 如果右孔相对于调整样张的左孔处于较上的位置
 Note / 補足
Note / 補足- 滑动倾斜调整机构时,请参考打孔单元框架的标尺。
- 打孔位置在框架标尺上每步移动约0.22 mm。
- 可以通过以下步骤计算倾斜调整机构的大致移动量。
- 使用后打孔位置作为参考点,测量前打孔位置的位移量。
- 按照通过位移值(mm)÷ 0.22计算得到的标尺分度数移动倾斜调整机构。
- 确认结果与打孔单元的调整方向之间的关系如下。
紧固倾斜调整机构的固定螺丝。
重新输出调整样本并检查调整结果。如果调整结果没有问题,完成调整,然后安装打孔盖。